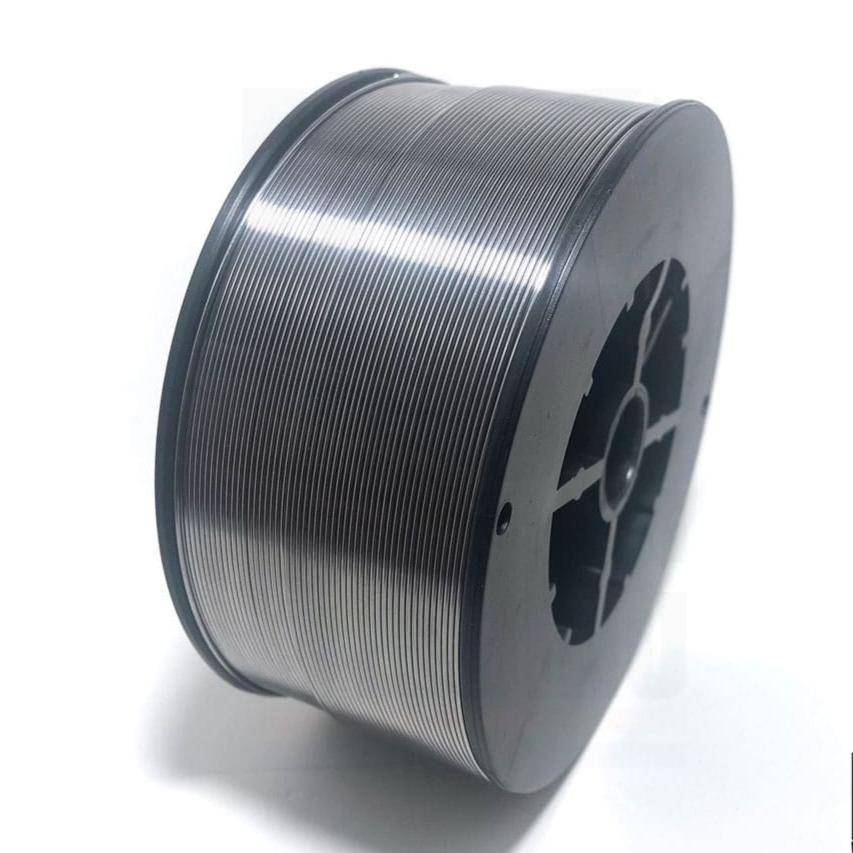



1kg – E312 0.8mm Stainless Steel MIG Welding Wire for Dissimilar & High-Strength Steel Repairs
Only 2 left – grab it before it’s gone!
Shipping
R35.00 Standard shipping using one of our trusted couriers applies to most areas in South Africa. Some areas may attract a R30.00 surcharge. This will be calculated at checkout if applicable.
Check my rate
Check my rate
The seller has indicated that they will usually have this item
ready to ship within 1 business day.
Shipping time depends on your delivery address.
The most accurate delivery time will be calculated at checkout,
but in general, the following shipping times apply:
Standard Delivery
| Main centres: | 1-3 business days |
| Regional areas: | 3-4 business days |
| Remote areas: | 3-5 business days |
Buyer protection
Get it now, pay later


.jpg)


